ඩල්යා මාදිලිය 2000E සහ 2500E
(ඉස්පෝල්සයුට්සියානු ස්ටැන්ඩරට් ප්රිජිම්නාය බෝල්කා ඩිල්යා ගිබ්කි සාගොටෝව්කි මැක්සිමාල්නොයි ඩලිනි)
| මැටරියල් | sТ/sВ | මැක්සිමාල්නායා толщина листа | Наименьшая высота буртика | රඩියුස් |
| Мягкая STаль | 250/320 එම්පා | 1.6 mm* | 30 මි.මී | 3,5 මි.මී |
| 1,2 මි.මී | 15 මි.මී | 2,2 මි.මී | ||
| 1,0 මි.මී | 10 මි.මී | 1,5 මි.මී | ||
| ඇල්මිනී | 140/160 එම් | 1.6 mm* | 30 මි.මී | 1,8 මි.මී |
| 1,2 මි.මී | 15 මි.මී | 1,2 මි.මී | ||
| 1,0 මි.මී | 10 මි.මී | 1,0 මි.මී | ||
| නර්ජාවෙයුෂයා ස්තාල් | 210/600 එම්පා | 1,0 mm* | 30 මි.මී | 3,5 මි.මී |
| 0,9 මි.මී | 15 මි.මී | 3,0 මි.මී | ||
| 0,8 මි.මී | 10 මි.මී | 1,8 මි.මී |
*) ටොල්කෝ с ඩොපොල්නිටේල්නොයි ප්ලාස්ටිනෝයි, ප්රිසෝඩින්යාමොයි සහ ගිබෝච්නොයි බෝල්කේ!
ඩෝල් මාදිලිය 3200E
(ඉස්පෝල්සයුට්සියානු ස්ටැන්ඩරට් ප්රිජිම්නාය බෝල්කා ඩිල්යා ගිබ්කි සාගොටෝව්කි මැක්සිමාල්නොයි ඩලිනි)
| මැටරියල් | sТ/sВ | මැක්සිමාල්නායා толщина листа | Наименьшая высота буртика | රඩියුස් |
| Мягкая STаль | 250/320 එම්පා | 1.2 mm* | 30 මි.මී | 3,5 මි.මී |
| 1,0 මි.මී | 15 මි.මී | 2,2 මි.මී | ||
| 0,8 මි.මී | 10 මි.මී | 1,5 මි.මී | ||
| ඇල්මිනී | 140/160 එම් | 1.2 mm* | 30 මි.මී | 1,8 මි.මී |
| 1,0 මි.මී | 15 මි.මී | 1,2 මි.මී | ||
| 0,8 මි.මී | 10 මි.මී | 1,0 මි.මී | ||
| නර්ජාවෙයුෂයා ස්තාල් | 210/600 එම්පා | 0.8 mm* | 30 මි.මී | 3,5 මි.මී |
| 0,65 මි.මී | 15 මි.මී | 3,0 මි.මී | ||
| 0,55 මි.මී | 10 මි.මී | 1,8 මි.මී |
*) ටොල්කෝ с ඩොපොල්නිටේල්නොයි ප්ලාස්ටිනෝයි, ප්රිසෝඩින්යාමොයි සහ ගිබෝච්නොයි බෝල්කේ!
3.3 НАБОР КОРОТКИХ ПРИЖИМНЫХ ПЛАСТИН ඩොලිනා:
25;38;52;70;140;280;597;1160 මි.මී
ප්ලාස්ටින් (ඉස්කල්චෙනියම් 597 සහ 1160 මි.මී)
3.4 ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
В комплект поставки может быть включена специальная прорезная прижимная балка с пазами шириной 8 мм и глубиной 40 мм, позволяющих изготавливать изделия длиной не менее15мм и не более 1265 мм.
Для более глубоких изделий используйте набор коротких прижимных пластин.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО
Движение сгибающей балки во время активации полного прижимного усиля, измеряемой в измеряемой…
Реверсивное движение для выключения ස්ටැන්කා.90
4.2УГЛОВАЯ ШКАЛА
901 මත උග්ලූ ඉන්ඩිකැටෝරා, කොග්ඩා ස්ගිබායුෂයා බෝල්කා උස්තානෝව්ලේනා.с помощью инженерного квадрата.
4.3КОРПУС МАГНИТА
Не плоскостность поверхности магнита උපරිම 0,5 මි.මී.Шероховатость поверхности магнита උපරිම 0,1 මි.මී.
4.3ГИБОЧНАЯ БАЛКА
NO прямолинейность рабочей поверхности උපරිම 0,25 මි.මී.ප්රායෝගික නැත උපරිම 0,25 මි.මී.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
ප්රයෝගික නොවේ උපරිම 0,25 මි.මී.
වයිසෝටා පොඩ්ඩෙමා නාඩ් පොවර්ක්නොස්ටියු ඔස්නොව්නෝයි බෝල්කි නෑ මෙනේ 3 මි.මී.
Убедитесь, что при установленных в положение 1 указателях на опорах балки ее рабочельный кромка.
4.5ШАРНИРЫ
Проверьте наличие смазки на валиках и секционных блокираторах.Убедитесь, что шарниры вращаются легко и свободно на 180 gradusов.
Убедитесь, что шплинты шарниров не вращаются и зажаты udерживающие гайки.
5.ЭКСПЛУАТАЦИЯ
ВНИМАНИЕНИЕ!
Листогиб «මැග්නබෙන්ඩ්» развивает усилие основного прижима в несколько тонн (см. технические харстакт).ස්ටැනොක් ඔබෝරුඩෝවන් දව්මියා සසිට්නිමි බ්ලොකිරොව්කාමි.Первая обеспечивает использование безопасного предварительного прижима перед запуском основного, а вторая – опускание прижимной балки на высоту 5 мм над поверхностью стола перед включением магнита.එය ප්රකාශ කිරීම සඳහා උපදෙස් ලබා දී ඇත.
ටොල්කෝ ඔඩින් ඔපරේටර් උපක්රම ස්ටැන්කොම්.Никогда не кладите пальцы под прижимную балку.
5.1НОРМАЛЬНАЯ ГИБКА
Убедитесь, что ස්ටැනොක් පොඩ්ක්ලිචෙන් සහ සෙටෙවෝයි රොසෙට්කේ සහ වික්ලුචෙන්.Прижимная балка должна подниматься и опускаться рукоятками, расположенными слева и справа от.Балка опускается и поднимается при помощи подъемных штифтов, управлаемых этими рукоятками.Между полностью опущенной прижимной и основной balkami, по центру станка остается зазомор 3...
Если подъемные штифты зафиксированы в нижнем положении, освободите их, подав назад обе рукоятки (расположенные под станком около каждой стойки) и опустив их от себя.Это dolжно немного приподнять прижимную балку.Для полного подьема балки, потяните рукоятки на себя до упоra.Что бы опустить прижимную балку подайте рукоятки назад до упора и отпустите.Они должны зафиксироваться в заднем положении.
1.උස්තානවිටේ ටොල්ෂිනු සාගොටෝව්කි ප්රි පොමොෂි ඩව් වින්ටොව්90° ට ඉහලින් තාල ප්රචාරණය(Для получения нилучших результатов Для получения нелучших результатов Для получения нилучших результатов Для получения должен быть немного больше толщины заготовки).
2.Вставьте заготовку под прижимную балку.(Pri необходимости можно установить ограничители).
3.ප්රවිශ්ඨයිЭто можно сделать при помощи рукояток, или просто нажав на прижимную балку.නිදසුන්: внутреняя блокировка гарантирует, CHTO STANOK NE VKLUCHITSIA, пока прижимная балпупанные 5Если прижимная балка не опускается полностью (например, она упирается в изогнутую заготовку), блокировка может сработать, отключив электрическую часть станка.
4.නිෂ්මිටේ සහ උඩර්ජිවයිටේ ඔඩ්නු හෝ ට්රෙෂ් සෙලෙන්ටික් කන්පොක් ස්ටාර්ට් හෝ ඉස්පෝල්සයිටේ නෝජ්නොයි වයික්ලිචාටල් ප්ර.Это priведет к приложению усилия предварительного прижиma.
5.Второй рукой поднимите одну из гибочных рукояток на небольшой угол.В результате включится микропереключатель, приводящий в действие усили основного прижима.ක්නොප්කා ස්ටාර්ට් (එනම් නෝක්නෝයි වයික්ලිචටේල්)
6.නිර්මාණයට පත් කිරීම, ඔබේ රුචි අරුචිකම් ගැන කතා කරන්න.(Vremya tyazelыh gibochnыh rabot neobhodima помощь ASSISTENTA).Угол загиба постоянно отображается на градуированной шкале, нанесенной на правую рукоятку.Обычno необходимо гнуть заготовку на несколько градусов больше требуемого угла для обеспечение.Для повторения загиба можно установить стопор при достижении требуемого угла.Когда движение гибочной балки изменит направление, ස්ටැනොක් වීක්ලියුචිට්සයා අවුටෝමැටිචෙස්කි.
В момент выключения электрическая схема станка генерирует импульс обратного тока через электромагнит, удаляющий остаточную намагниченность и позволяющий немедленно поднять прижимную балку.
Для удаления заготовки поднимите прижимную балку, слегка толкув е в верх, и установите загоду(නියෝබ්හෝඩිමොස්ටිස්, පොඩ්නිමිටේ ප්රිජිම්නුයු බෝල්කු වෙවර්ක් ප්රි පොමොෂි ඔඩ්නෝයි සහ පොඩ්ඩෙම්නික් රුකොයාටොක්).
ВНИМАНИЕ
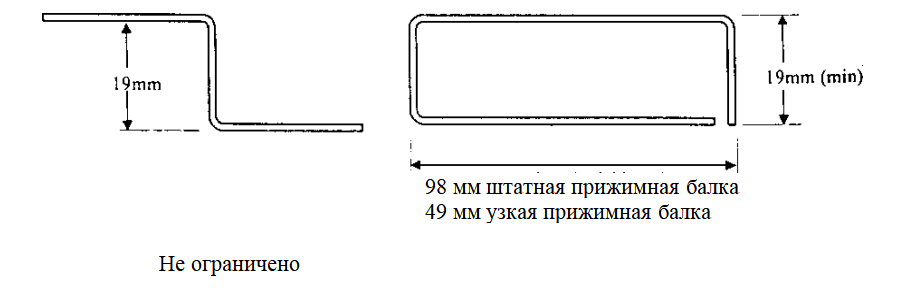
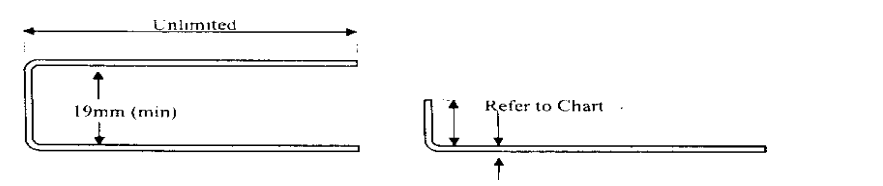
Для пля предотвращАнНИ края прижения крижения ирижения иррения иррнейМинимальная рекомендуемая длина загиба при использовании стандартной прижимной балки – 15 мм (за исключением случаев, когда заготовка очень тонкая или мягкая).
● Усилие прижима магнита меньше, если он горячий.Поэtomu для получения нелучшей производительности используйте прижим столько времени, сколько времени, скольбо
● Если Вы кратковременно нажали на педаль или кнопку START, и не начали процесс гибки, прижимная балка может остаться примагниченной в следствие того, что конденсаторы схемы размагничивания не успели зарядиться.Для их зарядки в таком режиме требуется около 10 SEKUND.Повtorno нажмите педаль и удерживайte ee в течение Того времени, либо начните процесс гиба.
5.2ИСПОЛЬЗОВАНИЕ ОГРАНИЧИТЕЛЕЙ
Ограничители удобно использовать при большом количестве загибов, выполняемых одном растояние.ප්රකාශන
Обычно ограничители используются в виде брусков, расположенных таким образом, чтобы сформировать длинную поверхность, которая соприкасается с краем заготовки.Если подходящих бусков нет, можно использовать надставку к гибочной балке.
ПРИМЕЧАНИЕ: Если необходимо установить ограничители под прижимную балку, вместе с ограничителями можно использовать полосу листового металла такой же толщины, что и заготовка.
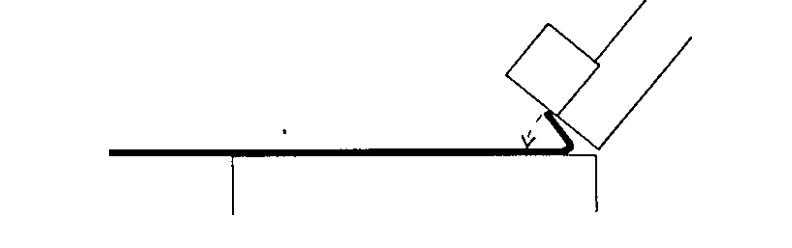
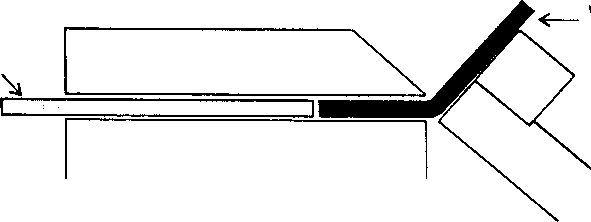
5.3ЗАГИБАНИЕ КРОМКИ
ටෙක්නිකා, ඉස්පෝල්සුමයා ඩ්ලයිස් සාගිබනික් ක්රේව් මෙටලිචෙස්කොගෝ ලිස්ටා, සෙව්සිට් ඔටෝ ඉන් ඔටෝ ටොල්ෂිං සහ එව්.
ටොංකි ලිස්ට් (මි.මී. 0.8 දක්වා)
1.ප්රොයිස්වෝඩිට්සයා කැක් නෝර්මාල්නය, නො ඔසුෂෙස්ට්ව්ලයිට් ගිබ්කු නුෂ්නෝ කැක් මෝස්නෝ ඩල්ෂ් (135).
2. මි.මී.Затем гибочной балкой произведите «догибку» кромки.(ප්රිජිම්නුයු බල්කු ප්රිමෙනියට් නෙ නූෂ්නෝ).
උදාහරණය: ටොල්ස්ටැක් මෙටලිචෙස්කික් ලිස්ටැක් ගැන කතා කරන්න එපා.
3.При работе с толстыми металлическими листами, в случаях, если кромка не очень узкая, возможно достижение более полного загиба при условии использования прижимной балки.
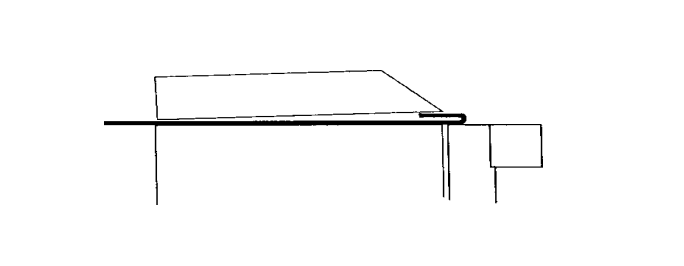
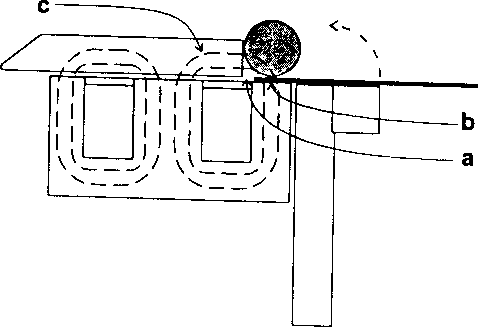
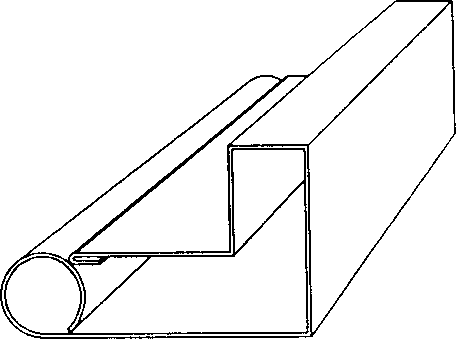
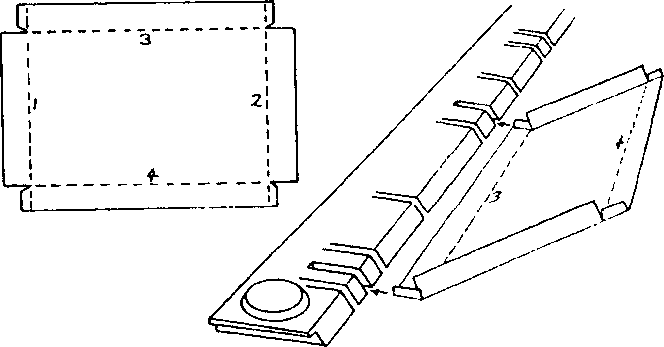
5.4ЗАКРУГЛЕННЫЙ КРАЙ
Закругленные концы формируются путем наматывания стального листа на стальной цилиндр разлиного.
1.රැස්මෙස්ටිට් ලිස්ට් මෙටල්ලා, ප්රිජිම්නුයු බෝල්කු සහ ස්තාල්නොයි සිලින්ඩ්ර ටැක්, කැක් උකසානෝ හෝ රිසුන්කේ.
а) Убедитесь, что прижимная балка не перекрывает фронтальную сторону станка в точке а , поскольку в этом случае магнитный поток пройдет мимо металлического цилиндра и сжимающая сила будет слишком мала.
б) Убедитесь, что метлический цилиндр находится на стальной передней части станка, алюмильный,
සහ
2.ගැග්නිටේ මෙටලිචෙස්කි ලිස්ට් කැක් මෝස්නෝ ඩලිෂ්
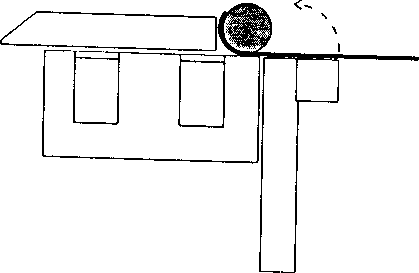
3.Повторите действие 2, ESLI ETO NEOBHODIMO.
5.5ПРОБНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ
В целях более полного ознакомления с Вашим станком и теми операциями, которые он может выполнять, рекомендуется осуществить действия, описанные ниже:
1.විබෙරයිටේ මෙටලිචෙස්කි ලිස්ට් හෝ මාග්කොයි ස්ටැලි හෝ ඇලිමිනියා ටෝල්ෂිනෝයි 0,8 මි.මී. සහ වර්ගමිත් 300
2.ලිස්ට් මෙටල්ලා කැක් උකසනෝ නිජේ:
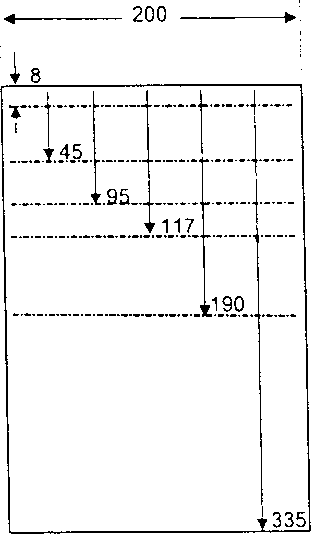
1
4.පෙරවර්නිටේ මෙටලිචෙස්කි ලිස්ට් සහ පෝඩ්වින්ට් ඊගෝ පොඩ් ප්රිජිම්නුයු බල්කු ටැක්, චොබ්රබ්ලිව්ස්ප්රනූටියිПереместите прижимную балку вперед и выровняйте линию сгиба 2. උගුල් 90 හි සොග්නිටේ සාගොතොව්කු.ප්රබන්ධ ලැයිස්තුවක්
5.පෙරවර්නිටේ මෙටලිචෙස්කි ලිස්ට් සහ ස්ඩේලයිටේ සැගිබ් 3, 4, 5, කැඩ්ඩි ඔන් ඔගොල් 90.
6.මිත්ර 25 යි.
ВБерите прикимны нластины на
Удерживайте ස්ටැල්නොයි සිලින්ඩර් ප්රවෝයි රුකොයි සහ ප්රොයිස්වෙඩිට් ප්රෙඩ්වරිටේල් සජිම් පුටේම් නජක්Затем правой рукой потяните ручку (ප්රයි එටෝම් ක්නොප්කු СТАРТ можно отпустить).Заверните заготовку как можно больше
(около 90 ).Переложите заготовку (как указано в разделе закругленный край ) и заверните еще.Продолжайте завертывание листа, පෝකා ඔන් නෙ බුඩෙට් සෝවර්නුට් පෝල්නොස්ටියු.
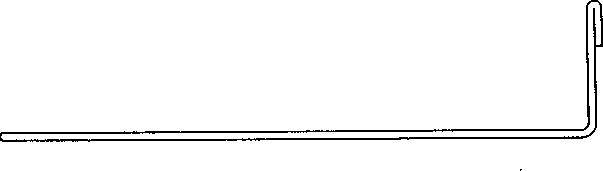
Пробная ෆොර්මා ගෝටෝවා:
5.6ЯЩИКИ
Существует много способов изготовления ящиков.«Магнабенд» идеально подходит для этой цели, особенно, когда необходимо создать сложные ящики, поскольку использование коротких прижимных пластин значительно упрощает выполнение сложных сгибов.
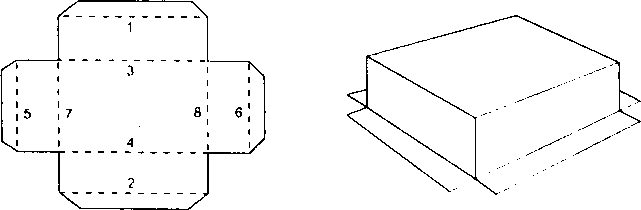
5.6.1ප්රොස්ට්රි යාෂිකි
1.Sdelaite первые два сгиба, используя длинную прижимную балку при нормальной гибке.
2.විබේරිට ඔඩ්නු හෝ නෙස්කොල්කෝ කොරොට්කික් ප්රිජිම්නික් ප්ලාස්ටින් සහ රෙස්මෙස්ටින් සහ රිසූන්කේ.(නෑත් නියෝබ්හෝඩිමොස්ටි ටෝච්නෝ පොඩ්බිරට් සහ පොඩ්ලිං, පොස්කොල්කු ඉසිබ් බුඩේට් වීපොල්නෙන් පෝස්ට් මෙන්ට් රිමාට් 20).
මිලිමීටර 70 ට, මිලිමීටර 70 ට වැඩි කරන්න.Для большей длины сгиба может понадобиться использование несколько прижимных пластин.Выберите самую длинную пластину, которая подойдет, затем еще одну, которая поместится в образовавшийся промежуток и, возможно, еще одну для достижения необходимой длины.
Для многократных сгибов можно соединить короткие прижимные пластины водну прижмную булукуЕсли ящики имеют низкие края и у Вас имеется прорезная сгибающая балка, возможно быстрее будет изготовить ящики таким образом, как указано в разделе Изготовление подносов .
5.6.2නිසිකි
Ящики с загнутыми вовнутрь краями могут быть изготовлены с использованием стандартного набора прижимных пластин таким образом, чтобы одно из измерений было больше, чем ширина самой прижимной пластины (98 мм).
1.අස්පෝල්සූයා ස්ටැට්නුයු ප්රිජිම්නුයු බැල්කු, විපොල්නිටේ සිග්බි 1,2,3 සහ 4.
2.විබෙරිටේ කොරොට්කුයු ප්රිජිම්නුයු ප්ලාස්ටිනු (එනම්, වොස්මොජ්නෝ, ඩ්වෙ-ට්රි ප්ලාස්ටින්, සෝඩිනෙන්නි වර්මස්ට්).Ее длина dolzhna быть короче, по крайней мере на толщину сагиба, CHEM SHIRINA SOMOY COROBKI (චොබට්)Сделайте сгибы 5,6,7 සහ 8.
5.6.3ඉසිකි සහ වෙනත් ක්රයාමි.
Ящик, изготовленный с отдельныmy krayami, имет ряд преимуществ:
-එක්කොනොමිත් ද්රව්යය
-එය එතරම් පැහැදිලි නැත
-විසින් ජනප්රිය මාතෘකා
-ව්සේ සින්ගින් මොගුට් බූට් ස්ඩේලනි එස් පොමොෂූස් ස්ටැට්නොයි ප්රිජිම්නොයි බෝල්කි.
И ряд недостатков:
-නියෝබ්හෝඩිමෝ ඩේලට් බෝල්ෂෙ ස්ගිබෝව්
-බෝල්ෂියා කොලිචෙස්ට්වෝ
-බෝල්ෂෙ මෙටලිචෙස්කික් උග්ලෝව් සහ ක්රෙප්ලනිවිඩ්නෝ න් ගෝටෝවොම් යාෂිකේ.
Для изготовления такого ящика необходимо:
1.Подготовить ෆොර්මූ කැක් උකසනෝ හෝ රිසූන්කේ.
2.සඳහා ප්රවර්ය ප්රමාණය
3.ප්රචාරණ වැඩසටහනක්.При осуществлении каждого сгиба вставляйте узкий край боковой заготовки под прижимную плас.
4.සෝබරිටේ යාෂික්.
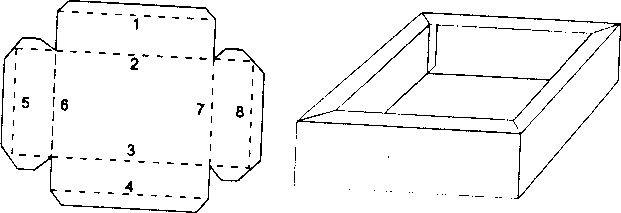
5.6.4Ящики с простыми углами
Щщики с мостыми и выстыми выступающими в ыостум имимимими вгосты в re еосты
1.Подготовьте ෆොර්මූ.
2.අස්පෝල්සුයා ස්ටැට්නුයු ප්රිජිම්නුයු බෝල්කු ස්ඩේලට් සිංජිබ් 1,2,3 සහ 4.
3.ස්තාවිට් කෝනිස් ප්රිජිම්නුයු බෝල්කූ ඩයිල් ඔසුෂෙස්ට්ව්ලෙනියා ස්ගිබෝව් 5 සහ 6.
4.Используя соответствующие короткие прижимные пластины сделать сгибы 7 සහ 8.
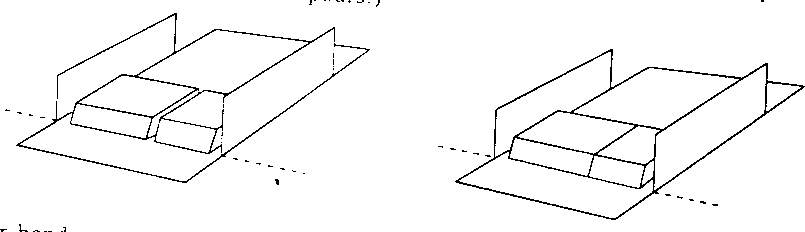
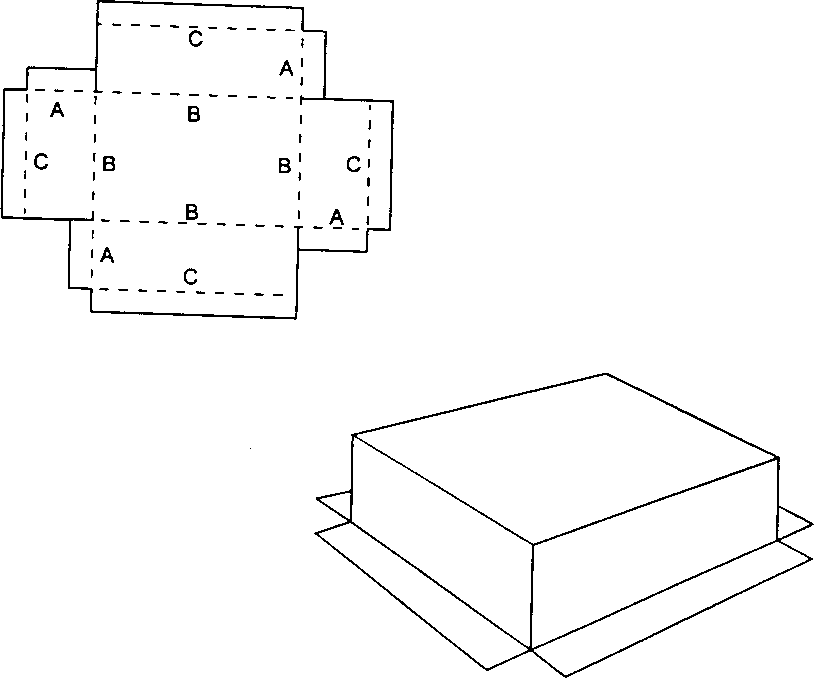
5.6.5Ящик с перекрывающимися углами
При изготовлении такого ящика без использования отдельных краев необходимо соблюдать правление.
1.ෆොර්මූ එස් රාස්මෙට්කෝයි ස්ගිබෝව් කැක් උකසානෝ හෝ රිසූන්කේ.
2.С одной стороны длиной прижимной пластины выполните все сгибы А под углом 90.එය ලුච්ෂෙ ස්ඩේලට්, පෝඩ්ස්ටව්ලියා සජිබේමිය ක්රයා පොඩ් ප්රිජිම්නුයු ප්ලාස්ටිනු.
3.С этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.Старайтесь подставлять под прижимную пластину дно дно ящика, а его kraya.
4.С другой стороны длиной прижимной пластины сделайте сгибы С под углом 90.
5.Используя соответствующие короткие прижимные plastinы, завершите сгибы В до угла 90.
6.සෝඩිනිටේ углы.
Помните, что глубокие ящики лучше изготавливать с отдельныmy krayamи.
5.7ПРОРЕЗНA
ප්රොසෙස්නාය ප්රිජිම්නාය බෝල්කා, ඊස්ලි ඔන වොක්ලිචේන වෝ කොම්ප්ලෙක්ට් පොස්තාව්කි, ඉඩෙයාල් ඩයිල් ඩයිල් බ්ස්ට්රොගෝ සහ ට්රොප්ලෝගෝස්Преимущество прорезной балки перед набором коротких пластин саключается в том, что спиление.Тем не менее, короткие прижимные пластины могут быть использованы для изготовления подносов неограниченной глубины и, вне всякого сомнения, лучше подходят для изготовления сложных форм.
Пазы расположены таким обраzom, чтобы изготовить поднос размеров, указанных в расположены таким.При изготовлении подноса вам следует выбрать и использовать два паса, растояние подносов.
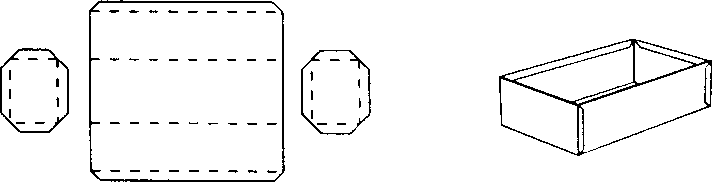
Для изготовления мелкого (небокогого)
1.Загните две противоположные стороны и уголки, используя прорезную прижимную балку не обращая внимания на пазы, они не будут иметь влиять на качество сгибов.
2.ගැටේම් වයිබර්ටේ ඩව් පේසා, මෙග්ඩු කෝටෝරිමි බුඩේටේ සාගිබට් ඔස්ටවිෂීස් ඩව් ස්ටෝරෝන්.එය දලට්සියා ඔචෙන් ලෙග්කෝ සහ උඩිවිටේල්නෝ බිස්ට්රෝ මෙටෝඩම් පොඩ්බෝරා ඩව්ඩ් පැසොව්, උදලෙන්ටික් ඩබ්.
3.කොග්ද වී උස්තානොවිතේ ක්රයා පොඩ්නෝසා පෝඩ් ප්රිජිම්නුයු බෝල්කු මෙඩ්ඩු ඩව්ම් ය බ්රෑනිමි, ප්රොගීස්, ප්රචාරණРанее загнутые стороны войдут в выбранные Вами пасы когда последние сгибы будут савершены.
При изготовлении подносов, длина которых почти достигает длины прижимной балки, восможно, следовосто
5.8ОГРАНИЧИТЕЛИ (УПОРЫ) ඉස්පෝල්සෝවානි ඔන්ලයින්
Ограничители используются в тех случаях, когда необходимо сделать большое количество сгибов, все из которых должны находиться на одном расстоянии от края заготовки.После правильной установки ограничелей, любое количество сгибов может быть произведено бесплатно
Обычно ограничители используются, когда пластина располагается напротив них, чтобы образовать достаточное пространство для выравнивания края заготовки.Какая-либо специальная дополнительная пластина в входит в водит в комплект поставки, однако, Вы посете
Примечание: если необходимо установить ограничитель под прижимной балкой, это может быть сделано путем совместного использования ограничителя и полоски металлического листа такой же толщины, как и сама заготовка.
5.9ТОЧНОСТЬ
ප්රොවර්කා ටොච්නොස්ටි වොෂෙගෝ ස්ටැන්කා
Все рабочие поверхности «මැග්නබෙන්ඩ්» ඩොල්ජින් බූට් රොව්නිමි සහ ග්ලැඩ්කිමි එස් ඩූපස්ටිමොයි පොවර්ක්නෝස්ටි, ප්රචාරණ දැන්වීම්,2
නයිබෝලි විස්තර:
1.රොව්නොස්ට් රබෝචේ පොවර්ච්නොස්ටි ස්ගිබායුෂෙයි බෝල්කි.
2.Ровность сгибающего края прижимной пластины.
3.PARALLELNOSTY ETHIH DVUH POVERHNOSTEY.
මේ ප්රොවර්ක්නොස්ටි මෝස්නෝ ප්රොවර්ටිස් ටොච්නිම් ප්රියමෞගොල්නිකොම්, නෝ සූස්චෙස්ට්වුට් සහ ඩියුග්රොයි ඩ්රැක්නෝඩ් සොෆ්ට්.ඩලියා එතෝගෝ:
1. 90(බෝල්කා මෝජෙට් බ්රිත් සෆික්සිරෝවානා සහ තවත් පොසිසි පුටෙම් උස්තානොව්කි සජිම්නොගෝ ඔග්රනිචයිටේලියාව).
2.ප්රවර්ධක ප්රයෝගික මෙග්දු සිඟිබෝෂිම් ක්රෑම් ප්රිජිම්නොයි බෝල්කි සහ රබෝචෙයි පොවර්නොස්ටික් ගිබෝච්1 මි.මී.(ඉස්පෝල්සයිටේ කුසොචෙක් මෙටලිචෙස්කොගෝ ලිස්ට් හෝ ෂුප්).
Убедитесь, что расстояние одинаково на всей протяженности прижимной балки.Расхождения dolzhnы быть не более 0,2 මි.මී.Само расстояние должно быть не более 1,2 මි.මී. සහ නැත මෙනේ 0,8 මි.මී.(එස්ලි නැස්ට්රොයිකි පොකසිවායුට් රස්නි වෙලිචින්, පේරුස්තානෝවිතේ සහ ඉච් කැක් උකසානෝ සහ රස්ඩේලේ ඔබ්ස්ලූජිවා.
උදාහරණ:
а) Прямолинейность прижимной пластины по вертикали (на виде спереди) не важна, поскольку она выравнивается после включения прижимающей силы магнитного потока.б) Расстояние между гибочной балкой и корпусом магнита, когда балка находится в своей облочноЭто расстояние влияет на точность гибки.
с) «මැග්නබෙන්ඩ්» මොජෙට් ඔසුෂෙස්ට්වට් ඔස්ට්රියෝ ස්ගිබ් සහ බොලේ ටොන්කිච් ලිස්ටෝව්, ඒ ටැක්ජේ ටැකියුමට් මැටරි,В три гри три Толстых(Смотрите раздел Технические характеристики ).
d) Однообразие сгиба на более толстых листах можно достичь путем использования отходов того же листа, из которого вырезана заготовка для заполнения свободных пространств под прижимной балкой.
6. ОБСЛУЖИВАНИЕ И УХОД Рабочие поверхности
Если на рабочих поверхностях появится налет ржавчины, ඔන ඔකිස්ලිලාස් හෝ පොවර්ජ්ඩේනා, ඊ මෝස්ටෝ.Поверхности в Пом случае следует обработь шкуркой Р200, после чего нанести специльное C.P.65
Смазка петель гибочной балки
Если «මැග්නබෙන්ඩ්» используется постояно, необходимо смазывать петли ежемесячно.Если станок используется не очень chasto, смаску этих деталей можно производить реже.
Два отверстия для смазки находятся на основной шарнирной плите петли.Сферическая опорная поверхность также dolжна быть смазана.
Настройки
Настройки в опорах штатной прижимной балки предназначены для установки зазора в зависимости от толщины заготовки, между сгибающим краем прижимной балки и гибочной балкой.Настройки устанавливаются на заводе и соответствуют заготовке толщиной в 1mm в положени «1» .Если Ти установки сбиты, ටෝ ස්ලෙඩුයුට් ප්රොයිස්වෙස්ටි නස්ට්රොයිකූ සහ ස්ලෙඩුයුෂෙම් පෝරියඩ්කේ :
1.උඩෙර්ජිවයිටේ ගිබෝච්නුයු බෝල්කූ සහ පොලොජෙනි 90 ග්රැඩුසෝව්.
2.මි.
3.Не обращая внимания на разметку, вращая ручки регулировки на опорах, слегка зажмите кусочки металла между сгибающим краем прижимной балки и гибочной балкой.
4. මි.මී. 3 මි.මී. ශල්යකර්ම ක්ලියුච්, ඔස්ටෝරජිනෝ ඔස්ලබ්ටි්රට් උස්තාන විස්තාරණය.1ප්රොඩෙලායිටේ එටෝ බෙස් වර්ශේනියා ව්යුට්රෙන්නෙගෝ කෝර්පුසා.Затяните установочный винт.
5.ප්රබෝධමත් කරන්න.
Подпружинные шаровые пятки опор могут залипать, esli в них попадет гразь.Если это произошло, устраните проблему путем надавливания и отпускания пятки опоры тупым предметом при одновременном смазывании его проникающей смазкой типа WD-40.
7.ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
7.1ඩිල ඔප්රෙඩෙලනියම් හරැක්ටෙර නිස්ප්රව්නොස්ටි ප්රොඩ්ලෙයිටේ ස්ලෙඩියුෂිය ඔපෙරසි:
1.උබේඩිටේස්, ච්ටෝ පිටානි ස්ටැන්ක් වර්ක්ලිචෙනෝ, පුටෙම් විසුවල්නොගෝ කොන්ට්රොලියා ඉන්ඩිකැටෝර්නොයි ලම්ප්යි.
2.ඇස්ලි පිටානි වැක්ලිචෙනෝ, ස්ටැනොක් නෙ රබෝටේට් සහ ප්රි එටොම් නාග්රෙවෙට්සියාව කතුෂ්ක එලෙක්ට්රොමැග්නිට, වොට්.В В В В том случае подождите, පෝකා ස්ටැනොක් ඔස්ටිනෙට් (ඕකොලෝ පොලුචාසා), සැටෙම් පොව්ටෝරයිටේ පොප්ටිකු.
3.විරුචි ව්යවස්ථාපිත මෙහානිස්ම් ඔබේස්පෙචේනියා බෙසොපස්නොස්ටි පුස්කා ට්රෙබියුට්, චොබ්ස් කැනප්කා සබ්ඩ්ග්රට්Если Вы сначала потянули ручку, ස්ටැනොක් රබෝටට් නෑ බුඩෙට්.Это может случиться и в случае, если гибочная балка значительно смещена от начального положения.В В В том случае перед запуском установите ee в крайнее нижнее положение.Если проблеma повторится, TO возможno, rыchag uglovogo выключателя нуждается в настройке.
4.නිකොර්රැක්ටනය රබෝට කනොප්කි එස්.ස්ටැනොක් නොගැලපෙන ප්රචාරක ප්රකාශය.
5.ඇස්ලි පිටානි වැක්ලිචෙනෝ, නෝ ස්ටැනොක් නෙ රබෝටේට්, ටක්ජේ ප්රොවර්ටේ සොයිඩිනයි එලෙක්ට්රොනොගෝ මොඩියුලය.
6.Если при нажатии кнопки «СТАРТ» не происходит предварительного прижима балки, но при поднятии ручки гибочной балки (начало процесса гибки) включается основной прижим и при отпущенной кнопке «СТАРТ» не выключается, то нуждается в замене конденсатор 15 мФ.
7.ඇස්ලි ප්රචාරණ පද්ධතියක් නිපදවා ගැනීම්
7.2උසස්වැස්ටික් ලෙග්කි (ප්රවර්ධක), සාමාන්ය නොවේ:
1.උබඩිටේස්, මයික්රොපෙරෙක්ලුචටේල්, රෙපොලොජෙන්ස් සහ රයිනෝන් ඔඩ්නෝයිස් ඔෆ් පෙටෙල් ගිබෝච්නෝයි බෝල්කි, ප්රවර්ගඒ වගේම
деталью - ටොල්කැටෙලම්, ප්රිසෝඩිනෙන්නෝයි සහ මෙහානිසම්මු ඉන්ඩිකාෂියි උග්ලා.При поднятии ручки.ගිබෝච්නයා බෝල්කා ව්රැෂෙට්සය සහ පෙරෙදාට් වර්ශෙනී ටෝල්කැටෙලි, ටෝල්කැටෙල් වීක්ලිචේට් මයික්රොපෙරෙක්ලියුං.Переместите ручку вперед и назад.ඩොල්ජින් ස්ලිෂට් ෂෙල්ච්කි මයික්රොපෙරෙක්ලුචාටේලියා.Если щелчков net, переместите гибочную балку таким обраzom, чтобы было видно толкатель.Переместите балку вверх – вниз, ටෝල්කැටේල් ඩොල්ජෙන් වර්ශස් එක වොට්වෙට් එකේ ඩේවිඩ් වර්ස් (ප්රස්තාරය නැත).Если Етого не proishodit, vozmozhno, emu neobhodimo bolshe sцепляюющей силы с осью.එය, කැක් ප්රවිලෝ, ස්වයසානෝ සහ ද්ව්යුම බෝල්ටමි මම 8 ක්රයාහ් ටෝල්කටෙලියා, කොටෝර්ස් මොගුට් බට් ටූ ඩූ කෝ.Если же ටෝල්කැටේල් ව්රෂෙට්සයා සහ හොරොෂෝ වෝඩිට් සහ සෝස්ප්ලේනිය, නැත වර්ක්ලචෙට් මයික්රොපෙරෙක්ලුස්,චෝටේට්Для Для Для Дого отключите ස්ටැනොක් ඔට් සෙටිМомент включения может быть отрегулирован вращением bolta, который проходит cherrez ටෝල්කැටෙල්.Этот болт должен быть отрегулирован таким образом, чтобы микропереключателя щелкал, когда нижний край гибочной балки продвигается на расстояние около 4 мм (регулировка так же может быть произведена путем сгибания рычага микропереключателя).
2.В случае, если микропереключатель не работает при исправном толкателе, to on n уждается в.
3.Если Ваш ස්ටැනොක් ඔබෝරුඩෝවන් විස්පොමෝගටේල්නිම් පෙරෙක්ලියුචාටෙලම්, උබේඩිටේස්, එන් ඔන් ඔන් යූස්ටැනොව්ලෙන් ඔන්.В положении AUX CLAMP ස්ටැනොක් බුඩෙට් ඔසුෂෙස්ට්ව්ලට් ටොල්කෝ ප්රෙඩ්වරිටේල්නයි සජිම්.
7.3ජයිම් ප්රොයිස්වෝඩිට්ස හොරොෂෝ, ප්රිජිම්නාය බෝල්කා නෑ ප්රිපොඩ්නිමැටිස් පොස්ලේ වික්ලිචෙනියා ස්තාන්ක්.
Это указывает на неисправность размагничивающей цепи.Наиболее вероятной причиной является выhod из строя резистора 6,8.Также проверьте все диоды и исключите возможное «залипание» kontaktov в реле.
7.4ස්ටැනොක් නෝ සිබේට් ලිස්ට් බොල්ෂෝයි ටෝල්ෂින්.
1.උබඩිටේස්, ටොලිසිනා මෙටල්ලා සහ ඩිලිනා ලිනි ගයිබා සොට්වෙට්ස්ට්වුට් ටෙක්නිචෙස්කිම් හරැක්ටරිස්ටික්.Также проверьте, чтобы при сгибании 1.6 мм заготовки удлинительная пластина плотно прилегала к гибочной балке по всей длине без ступеньки и минимальная высота загибаемого бортика составляла не менее 30 мм.නමුත් දැන් එය මිලිමීටර් 30 ට වැඩි නොවේ.Более низкие бортики возможно делать в тех случаях, когда длина гиба короче длины станка.
2.Если обрабатываемый лист метала не заполнят пространство под прижимной балкой на глубут, и прослужение.Для лучшего результата заполняйте свободное пространство полосами листового металового, толщовогоДля лучшего прижима используйте полосы из ස්ටැලි, ඩැජේ ඊස්ලි samma заготовка стальная.
Это также лучший способ сделать узкий бортик на заготовке.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготовиtel
«මැග්නබෙන්ඩ්» සහ ඇක්සස්සුආරෝව් කැ නෙමූ.Срок гарантии составляет 12 месяцев со дня продажи.
Наши обязательства в рамках гарантии ограничены ремонтом или заменой неисправных узлов и агрегатов и не распространяются на ущерб, причиненный в результате неправильного использования данного оборудования.
Эта гарантия не распространяется на те случаи выхода оборудования из строя, которые связаны с использованием станка не по назначению, небрежным или неправильным его использованием, а также порчей оборудования во время транспортировки.Исключаются также случаи непредусмотреного ремонта оборудования и нарушения требований данстования
Возврат оборудования dolzhen осуществляться в соответстви с правилами перевозки.
ගපොල්නිටේ ඉන්ෆෝර්මෂියන්:
Модель Серийный номер Дата покупки
ඇඩ්රෙස් සහ ඉමියා ඩිලෙරා
ප්රිලෝජෙනි 1.
Минимально допустимый radyus изгиба для деталей и стального листа.
AWF 7965 DIN 6935 (10.75)
| මැක්සිමාල්නායා толщина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| ස්ටැල් с минимальным пределом прочности на разрыв N |mm² | මි.මී. | |||||||
| 390 දක්වා | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
ප්රිලෝජෙනි 2.
ЭЛЕКТРОСХЕМА
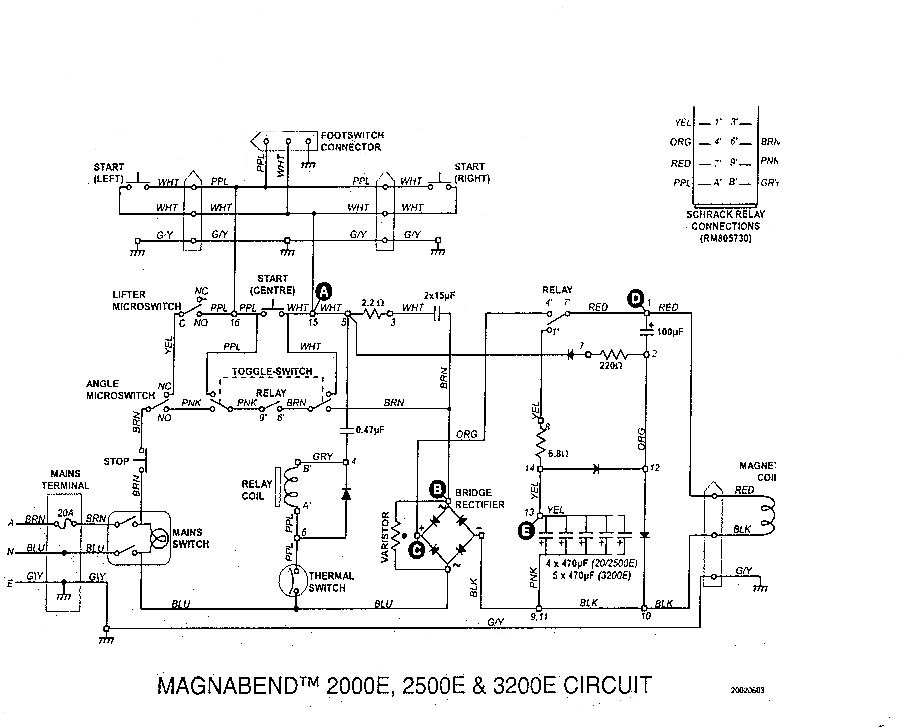
| ටැබ්ලිෂා කොන්ට්රොලියාව | |||||
| AS (V) | DC (V) | ||||
| Измерять относительно proвода | Голубой | චර්නි | |||
| Контрольная точka | A | B | C | D | Е |
| රෙජිම් "ප්රේඩ්වරිටේල් ප්රිජිම්" | 240 | 25 | +25 | +25 | -300 |
| රබෝචියි රෙජිම් | 240 | 240 | +215 | +215 | -340 |
ВНИМАНИЕ:
При подключении соблюдать фазировку:
- коричневый провод – фаза;
- голубой провод - ноль;
-zeleno-желтый провод – земля.
පසු කාලය: සැප්-13-2022