බොහෝ ඉල්ලීම් අනුව මම දැන් මෙම වෙබ් අඩවියට Magnabend කේන්ද්ර රහිත සරනේ සවිස්තරාත්මක චිත්ර එකතු කරමි.
කෙසේ වෙතත්, මෙම සරනේරු එක්-ඕෆ් යන්ත්රයක් සඳහා සෑදීමට අපහසු බව කරුණාවෙන් සලකන්න.
hinge හි ප්රධාන කොටස් සඳහා නිවැරදි වාත්තු කිරීම (උදාහරණයක් ලෙස ආයෝජන ක්රියාවලිය මගින්) හෝ NC ක්රම මගින් යන්ත්රගත කිරීම අවශ්ය වේ.
විනෝදාංශ කරන්නන් බොහෝ විට මෙම ඉඟිය කිරීමට උත්සාහ නොකළ යුතුය.
කෙසේ වෙතත්, නිෂ්පාදකයින්ට මෙම ඇඳීම් ඉතා ප්රයෝජනවත් විය හැකිය.
(ඉන් පහසුව නිෂ්පාදනය කිරීම සඳහා මෑතකදී සංවර්ධනය කරන ලද HEMI-HINGE නිර්දේශ කරනු ලැබේ. සම්පූර්ණ විස්තරය සහ චිත්ර මෙතැනින් බලන්න).
Magnabend CENTRELESS COMPOUND HINGE Geoff Fenton මහතා විසින් සොයා ගන්නා ලද අතර එය බොහෝ රටවල පේටන්ට් බලපත්රය ලබා ඇත.(පේටන්ට් බලපත්ර දැන් කල් ඉකුත් වී ඇත).
මෙම සරනේරුවල සැලසුම Magnabend යන්ත්රය සම්පූර්ණයෙන්ම විවෘත කිරීමට ඉඩ සලසයි.
නැමෙන කදම්භය සාමාන්යයෙන් යන්ත්රයේ ක්රියාකාරී පෘෂ්ඨයට මදක් ඉහළින්, අතථ්ය අක්ෂය වටා හැරෙන අතර, කදම්භයට සම්පූර්ණ අංශක 180ක භ්රමණයක් හරහා පැද්දිය හැක.
පහත චිත්රවල සහ රූපවල දැක්වෙන්නේ තනි hinge එකලස් කිරීමක් පමණි.කෙසේ වෙතත්, hinge axis නිර්වචනය කිරීම සඳහා අවම වශයෙන් hinge එකලස් කිරීම් 2 ක් ස්ථාපනය කළ යුතුය.
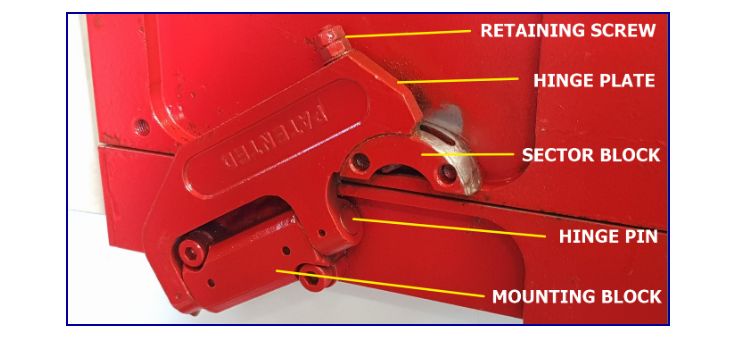
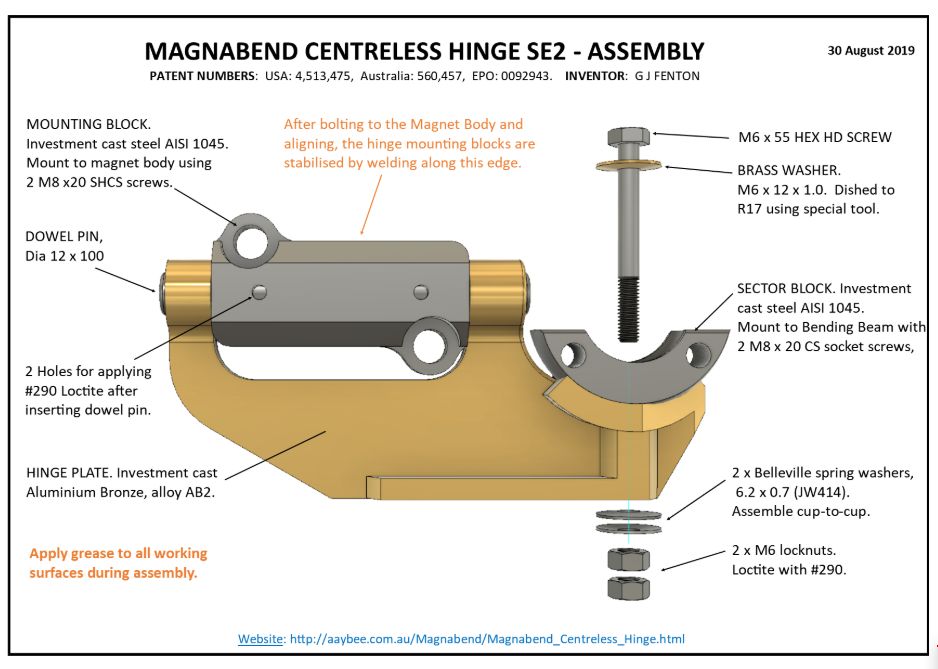
Hinge එකලස් කිරීම සහ කොටස් හඳුනාගැනීම (අංශක 180 දී නැමීමේ කදම්භය):
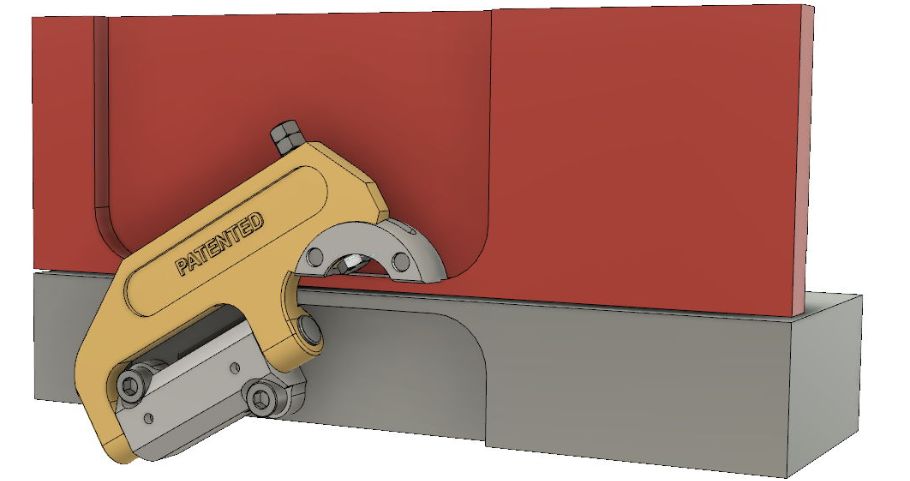
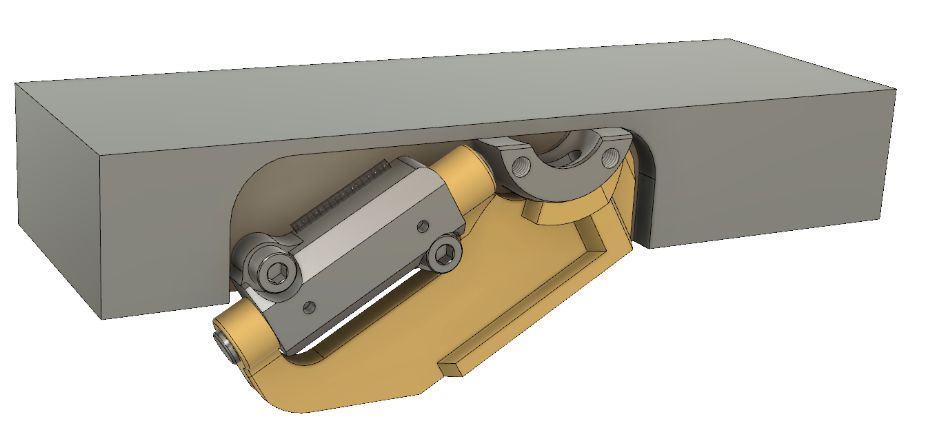
අංශක 90 ක ආසන්න ස්ථානයේ නැමීමේ කදම්භයක් සහිත ඉඟිය:

Mounted Hinge Assembly -3DModels:
පහත රූප සටහන hinge හි 3-D ආකෘතියකින් ලබාගෙන ඇත.
පහත "STEP" ගොනුව ක්ලික් කිරීමෙන්: Mounted Hinge Model.step ඔබට ත්රිමාණ ආකෘතිය දැක ගත හැකි වනු ඇත.
(පහත යෙදුම් .step ගොනු විවෘත කරනු ඇත: AutoCAD, Solidworks, Fusion360, IronCAD හෝ එම යෙදුම් සඳහා "නරඹන්නා" තුළ).
විවෘත ත්රිමාණ ආකෘතිය සමඟ ඔබට ඕනෑම කෝණයකින් කොටස් දෙස බැලීමට, විස්තර බැලීමට විශාලනය කිරීමට හෝ අනෙකුත් කොටස් වඩාත් පැහැදිලිව දැකීමට හැකි වන පරිදි සමහර කොටස් අතුරුදහන් කිරීමට හැකිය.ඔබට ඕනෑම කොටසක මිනුම් ද කළ හැකිය.
Hinge එකලස් කිරීම සඳහා මානයන්:
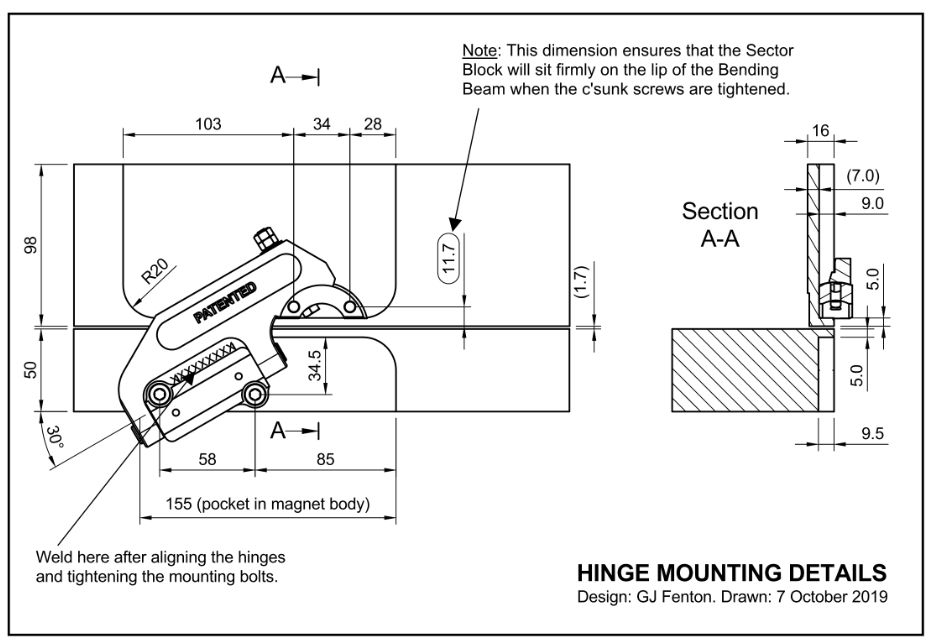
ඉඟි එකලස් කිරීම:
විශාල කළ දර්ශනයක් සඳහා චිත්රය මත ක්ලික් කරන්න.pdf ගොනුවක් සඳහා මෙතන ක්ලික් කරන්න: Hinge Assembly.PDF
සවිස්තරාත්මක ඇඳීම්:
පහත ඇතුළත් ත්රිමාණ ආකෘති ගොනු (STEP ගොනු) ත්රිමාණ මුද්රණය සඳහා හෝ පරිගණක ආශ්රිත නිෂ්පාදන (CAM) සඳහා භාවිත කළ හැක.
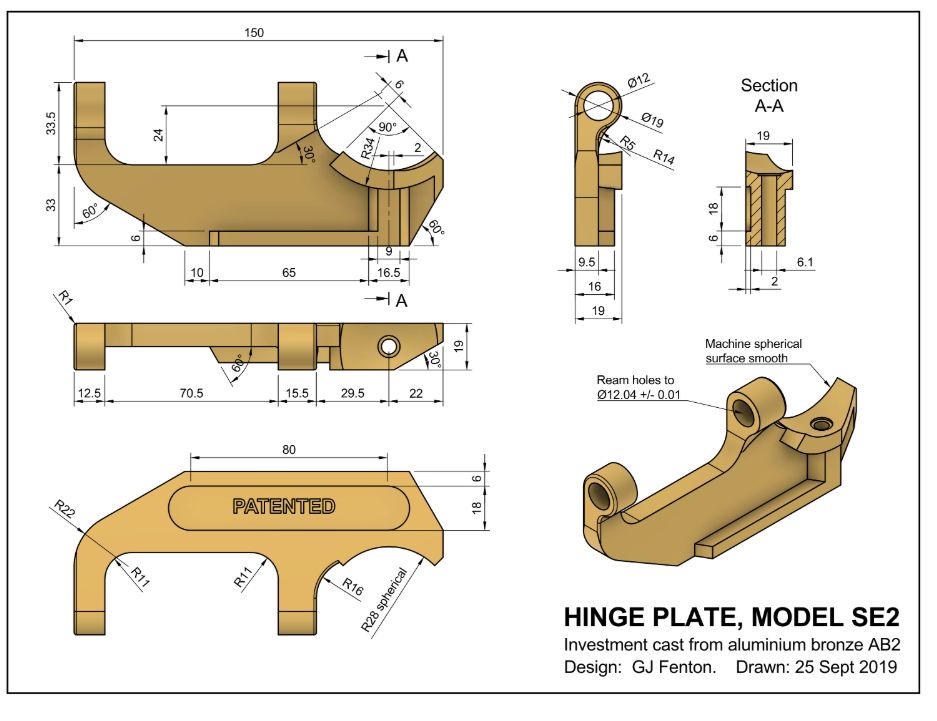
1. හන්ජ් ප්ලේට්:
විශාල කළ දර්ශනයක් සඳහා චිත්රය මත ක්ලික් කරන්න.pdf ගොනුවක් සඳහා මෙතන ක්ලික් කරන්න: Hinge Plate.PDF.3D ආකෘතිය: Hinge Plate.step
2. සවිකරන වාරණ:
විශාල කිරීමට ඇඳීම මත ක්ලික් කරන්න.pdf ගොනුවක් සඳහා මෙතන ක්ලික් කරන්න: Mounting_Block-welded.PDF, 3D ආකෘතිය: MountingBlock.step
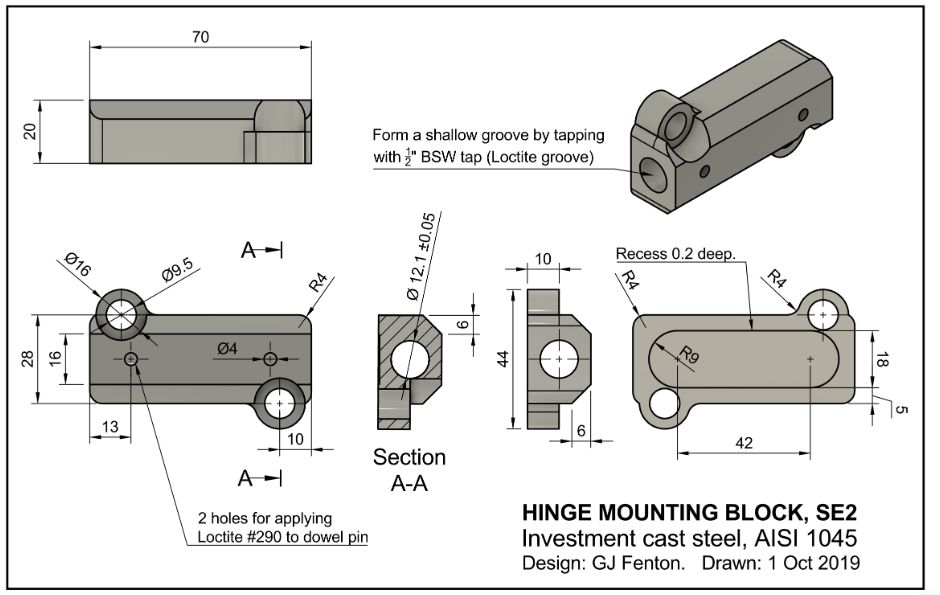
Mounting Block ද්රව්යය AISI-1045 වේ.මෙම ඉහළ කාබන් වානේ තෝරාගෙන ඇත්තේ එහි ඉහළ ශක්තිය සහ hinge pin කුහරය වටා පැද්දීමට ඇති ප්රතිරෝධය සඳහා ය.
මෙම hinge mounting block එක නිර්මාණය කර ඇත්තේ අවසාන පෙළගැස්මෙන් පසුව චුම්බක ශරීරයට වෑල්ඩින් කිරීම මගින් ස්ථායීකරණය කිරීමට බව කරුණාවෙන් සලකන්න.
hinge pin සඳහා සිදුර තුළ නොගැඹුරු නූල් සඳහා පිරිවිතර ද සටහන් කරන්න.මෙම නූල් hinge එකලස් කිරීමේදී යොදන wick-in Loctite සඳහා නාලිකාවක් සපයයි.(හොඳින් අගුලු දමා ඇත්නම් මිස hinge pins වැඩ කිරීමේ ප්රබල ප්රවණතාවක් ඇත).
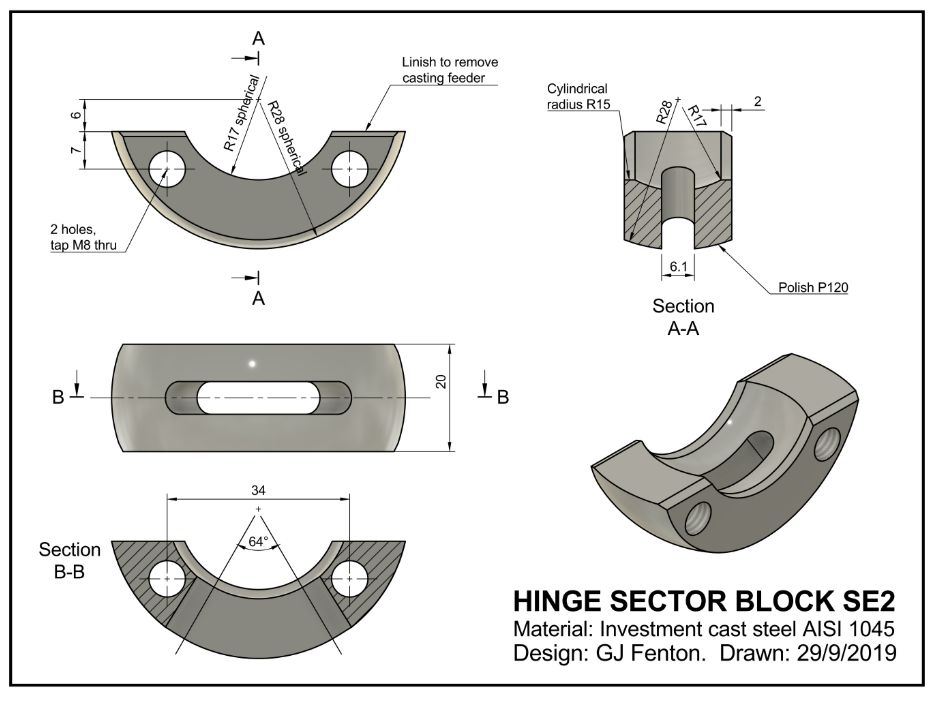
3. අංශ වාරණ:
විශාල කළ දර්ශනයක් සඳහා චිත්රය මත ක්ලික් කරන්න.pdf ගොනුවක් සඳහා මෙතන ක්ලික් කරන්න: Sector Block.PDF, 3D Cad ගොනුව: SectorBlock.step
4. ඉඟි පින්:
දැඩි සහ බිම් නිරවද්ය වානේ ඩෝවෙල් පින්.

බෝල්ට් මත සරනේරු
hinge එකලස් කිරීම ඉහලින් ඇති චිත්රවල සහ ආකෘතිවල නැමීමේ කදම්භයට (අංශක බ්ලොක් එකේ ඇති ඉස්කුරුප්පු හරහා) බෝල්ට් කර ඇති නමුත් චුම්බක ශරීරයට ඇමිණීම රඳා පවතින්නේ බෝල්ට් කිරීම සහ වෙල්ඩින් කිරීම මත ය.
වෙල්ඩින් කිරීම අවශ්ය නොවේ නම්, hinge එකලස් කිරීම නිෂ්පාදනය කිරීමට සහ ස්ථාපනය කිරීමට වඩාත් පහසු වනු ඇත.
ඉහළ ස්ථානගත බරක් යොදන විට සවි කරන කොටස ලිස්සා නොයන බවට සහතික වීමට බෝල්ට් සමඟ පමණක් ප්රමාණවත් ඝර්ෂණයක් ලබා ගත නොහැකි බව hinge සංවර්ධනය කිරීමේදී අපට පෙනී ගියේය.
සටහන: බෝල්ට් විශාල ප්රමාණයේ සිදුරුවල ඇති නිසා සවි කිරීම් බ්ලොක් එක ලිස්සා යාම වළක්වන්නේ නැත.ස්ථාන වල ගැලපීම් සහ කුඩා සාවද්යතාවයන් සැපයීම සඳහා සිදුරු වල නිෂ්කාශනය අවශ්ය වේ.
කෙසේ වෙතත්, නිෂ්පාදන රේඛා සඳහා නිර්මාණය කර ඇති විශේෂිත මැග්නබෙන්ඩ් යන්ත්ර පරාසයක් සඳහා අපි සම්පුර්ණයෙන්ම සවි කර ඇති සරනේරු සපයන්නෙමු.
එම යන්ත්ර සඳහා hinge loads මධ්යස්ථ වූ අතර හොඳින් නිර්වචනය කර ඇති අතර එමඟින් බෝල්ට්-ඔන් සරනේරු හොඳින් ක්රියා කරයි.
පහත රූප සටහනෙහි Mounting Block (නිල් වර්ණය) M8 බෝල්ට් හතරක් (M8 බෝල්ට් දෙකක් සහ වෙල්ඩින් වෙනුවට) පිළිගැනීමට සැලසුම් කර ඇත.
නිෂ්පාදන රේඛා මැග්නබෙන්ඩ් යන්ත්ර සඳහා භාවිතා කරන ලද සැලසුම මෙයයි.
(ප්රධාන වශයෙන් 1990 ගණන් වලදී විවිධ දිගවලින් යුත් එම විශේෂිත යන්ත්ර 400ක් පමණ අපි සෑදුවෙමු).
ඉහළ M8 බෝල්ට් දෙක hinge pocket යටතේ ඇති ප්රදේශයේ 7.5mm ඝනකම පමණක් වන චුම්බක සිරුරේ ඉදිරිපස ධ්රැවයට තට්ටු කරන බව කරුණාවෙන් සලකන්න.
එබැවින් මෙම ඉස්කුරුප්පු 16mm දිග නොඉක්මවිය යුතුය (සවිකරන කොටසෙහි 9mm සහ චුම්බක සිරුරේ 7mm).
ඉස්කුරුප්පු තව දුරටත් පැවතියේ නම්, ඒවා Magnabend දඟරයට ගැටෙනු ඇති අතර ඒවා කෙටි නම්, ප්රමාණවත් නූල් දිගක් නොතිබෙනු ඇත, එනම් ඉස්කුරුප්පු නිර්දේශිත ආතතියට (39 Nm) ව්යවර්ථ කළ විට නූල් ඉරී යා හැක.
M10 බෝල්ට් සඳහා සවිකරන බ්ලොක්:
අපි M10 බෝල්ට් පිළිගැනීමට සවිකරන කුට්ටි සිදුරු විශාල කර ඇති තැන් කිහිපයක් පරීක්ෂා කළා.මෙම විශාල බෝල්ට් වැඩි ආතතියකට (77 Nm) ව්යවර්ථ කළ හැකි අතර, මෙය, සවිකරන කොටස යටතේ Loctite #680 භාවිතා කිරීම සමඟ ඒකාබද්ධව, සම්මත Magnabend යන්ත්රයක් සඳහා (නැමීමට ශ්රේණිගත කර ඇති) සවිකරන කොටස ලිස්සා යාම වැළැක්වීමට ප්රමාණවත් තරම් ඝර්ෂණයක් ඇති කළේය. 1.6mm වානේ දක්වා).
කෙසේ වෙතත් මෙම නිර්මාණයට යම් ශෝධනයක් සහ තවත් පරීක්ෂණ අවශ්ය වේ.
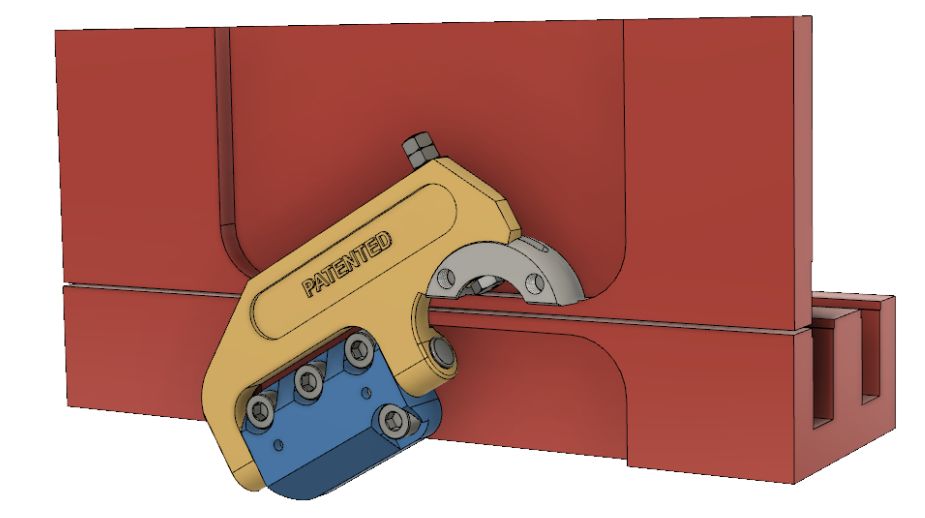
පහත රූප සටහනේ දැක්වෙන්නේ 3 x M10 බෝල්ට් සහිත චුම්බක සිරුරට සවි කර ඇති ඉඟිය:
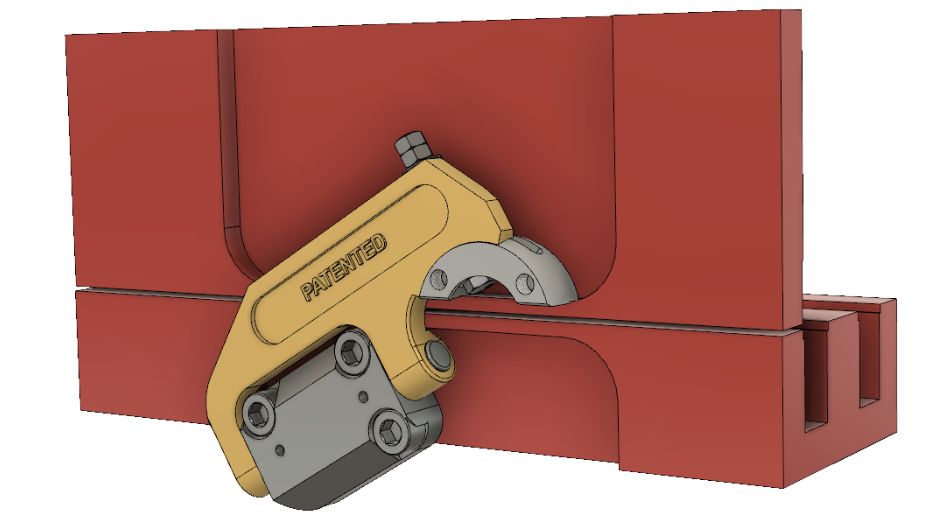
කිසියම් නිෂ්පාදකයෙකු සම්පුර්ණයෙන්ම සවි කර ඇති hinge එකක් ගැන වැඩි විස්තර අවශ්ය නම් කරුණාකර මාව සම්බන්ධ කරගන්න.
පසු කාලය: ඔක්තෝබර්-12-2022